日本居全球高亮度LED市场之首
来源:华强LED网 作者:—— 时间:2011-03-28 11:39
编辑导读: “在日本东京南部有很多LED生产厂,这次日本遭遇了大地震,让我们大家一起为日本朋友祈福!”在3月16日上海SEMICON China 2011的“LED照亮未来”国际研讨会上,SEMI执行副总裁兼新兴市场首席市场官Thomas Morrow在会议正式开始时首先向日本地震灾区表示了真诚慰问。
接着,他代表SEMI公布了目前LED的全球总体情况。高亮度LED市场方面,2010年全球营收为108亿美元,同比增长93%。其中,日本以33%的占有率居全球之首,韩国以28%居次席,中国只占2%。2011年第一季度,4英寸晶圆每月产能排名全球前4位的分别是,台湾345188片、日本320344片、韩国290125片、中国大陆202375片。
行业发展,标准先行
2010年底,市场上LED灯的价格基本在10-25美元,2011年将延续这一下降趋势。
Morrow指出,目前,白光LED器件成本的下降主要受益于发光效率的提升,未来将转向产能和良率的提高。
美国国家标准和技术研究院(NIST)的研究成果表明,1996~2011年,软件、标定和测试方法方面的标准产生了近100亿美元的收益。而英国贸工部的研究显示,正式标准每年对英国经济增长的贡献约为25亿英镑。德国标准化研究院也认为,标准化可大大降低企业的研发风险和成本。
Morrow认为,固态照明终端产品的行业标准对于该行业的发展和市场采用率非常关键。但目前只有几个标准开发组织(SDOs)在从事产品性能和测试方面的标准工作,而材料、设备和自动化方面的制造标准还是空白。
Morrow表示,LED制造标准的制定可使供应商的竞争更充分,并专注于创新和价格、性能的改进。因此,LED生厂商可以最小代价从不同供应商处进货,从而降低成本,提高质量,加快产品上市时间。
2010年,6英寸蓝宝石基板的市场为1%。2011年将增长到5%。因此,晶圆制造标准工作组的任务应主要围绕以下方面进行:定义制造高亮度LED的 6英寸蓝宝石晶圆的物理尺寸,包括晶圆基准(刻痕与平整度);晶圆ID标记(位置与内容);中心点厚度/TTV、翘曲、弯曲等平整度参数。目前,该工作组的成员有欧司朗、Veeco和重庆四联等10余家厂商。
设备自动化和接口工作组的任务应集中在:定义制造高亮度LED的底板载体物理接口;以及晶圆和底板载体的加工和测量工具。目前,该工作组的成员有Brooks自动化、欧司朗、Veeco和应用材料等10余家厂商。
装配工作组的任务主要是:定义管芯(die)级导体元件由通用装配设备进行优化加工时的物理和封装特征。目前,该工作组的成员有Kulicke&Soffa、Amkor、台积电、重庆四联、Veeco、Brooks自动化和Entegris。
过程控制和良率是高亮度LED成本降低的关键
Morrow关于产能和良率的提高是未来白光LED器件成本下降主要因素的观点,得到了出席本次会议各位演讲者的赞同。
KLA Tencor全球市场总监Srini Vedula特别强调,降低高亮度LED成本,必须重视制造过程控制和良率管理,这同时可以提高投资回报率(见图1)。他表示,到2015年,全部节约成本的50%将取决于在线检测(见图2)。

图1:良好的过程控制可提高投资回报率

图2:制造过程控制对成本非常关键
Vedula以快速漂移检验(excursion detection)为例,自动化方式可以检验出关键缺陷漂移问题并及时进行反馈,而手工方式则无法做到(见图3)。
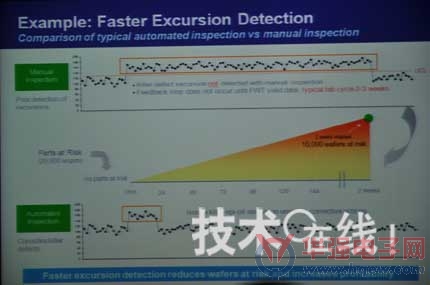
图3:对于快速漂移检验,自动化检验与手工方式的比较
另外,过程缺陷会导致产品性能恶化及可靠性降低,生产中各种各样的步骤将对良率损失产生累积效应。多数和少数漂移(1σ、3.6σ及10σ)对成本的影响如图4所示。
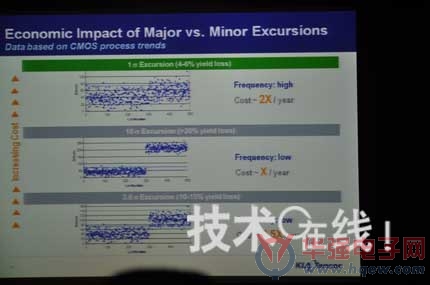
图4:多数和少数漂移(1σ、3.6σ及10σ)对成本的影响
基于上述分析,Vedula提出了如下检验策略:为提高良率制定严格的缺陷检验规范;MOCVD(金属有机物化学气相沉积)过程中进行SPC控制。
Philips Lumileds 亚太区市场总监周学军也表示,发光效率会持续影响LED成本的降低,但生产制造和封装今后将起更大作用(见图5)。

图5:生产制造和封装今后对LED成本降低将起更大作用
他还介绍了Lumileds薄膜倒装芯片(TFFC)工艺和Lumiramic荧光技术,这两项技术可提供优化的白点精度及色温一致性。
MOCVD市场激增
MOCVD已出现连续6个季度的增长,不过2011年将会平稳发展。尽管如此,2011年-2012年仍可能会出现供应过剩情况。2010年, MOCVD全球出货量为786台,其中中国大陆占34%,韩国为31%,台湾占27%。而2009年上述数字分别为13%、40%和35%。只有中国大陆暴增,而韩国和台湾则大幅下滑,且韩国在2011年的投资意愿将不再像前几年那样狂热,这似乎表明MOCVD市场重心将从韩国转向中国大陆。
英国IMS研究机构的台湾地区显示与LED部总监徐玉娟表示,中国的MOCVD刺激计划使更多厂商进入了这个领域,韩国与台湾也在大陆积极建立产能。自2010年第三季度起,中国在MOCVD安装方面首次领先,且2011年将继续保持这一趋势。
由于中国大陆的MOCVD主要集中在2英寸晶圆,这曾使2英寸蓝宝石的供应在2010年出现吃紧局面,价格上升了50%。
不过,Veeco大中华区总裁王克扬表示,随着青岛嘉星晶电、江苏协鑫光电科技、欧亚蓝宝光电、浙江水晶光电、天通、哈工大光电、重庆四联、云南蓝晶和贵阳工投等大陆厂商蓝宝石底板的投产,之前一直困扰业界的蓝宝石缺货问题已基本解决。
王克扬指出,一旦通用照明市场需求起来后,4英寸蓝宝石底板的采用率就会加速,可能会从目前的27%增长到50%左右。
但业内人士对通用照明市场出现快速发展的时间看法有所分歧,有人认为2012年就会出现,而另一部分人认为,至少要到2015年才能看到这种情况。
MOCVD反应腔设计
MOCVD反应腔的设计对薄膜厚度一致性和材料质量非常关键。理论上,所有MOCVD的加工都采用沉积模式,但涂层一定要保证加工的稳定性。
间距决定着腔体体积和表面积,间距控制不好会引起颗粒问题,并造成钼元素的浪费。虽然窄间距可以使气体更好地分配并减少钼的消耗,但会使喷头频繁出现堵塞;而宽间距虽然使用较多的钼,但可以保证加工的稳定性,并避免出现颗粒问题。
良好的MOCVD反应腔设计要保证供气的均匀性;加热问题;减少预反应;不能有腔体残留未反应的现象。
另外,王克扬表示,托盘优化和温控改进可增加机台产能(见图6)。为了有效控制外延成本,高产能的MOCVD需要多功能的生产方式。在Veeco制造的生产高亮度LED所用的MaxBright氮化镓MOCVD多反应器系统中,MaxBright将多个高流量MOCVD反应器运用到模块化的2个或4个群反应器中,实现 FlowFlange和自动化技术。其优势是,比标准K465i的产量高25%,具有很好的一致性、可重复性和材料质量。
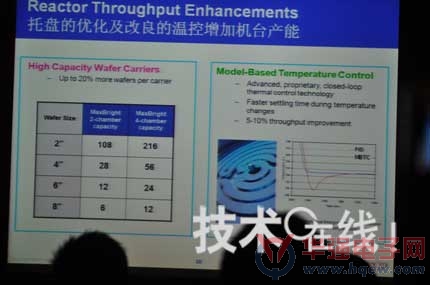
图6:托盘优化和温控改进可增加机台产能
- •退出中国市场后,传Graphcore正考虑出售2024-02-19
- •日本半导体誓言:10年内超韩国2023-12-28
- •比亚迪日本最新计划:2025年要卖3万辆电动车2023-12-26
- •中国禁止部分稀土、IC技术出口2023-12-22
- •重磅!日本电子巨头正式退市!2023-12-20
- •日本芯片设备商国际电气将扩大在华员工规模2023-12-19
- •20亿美元大生意,日本半导体大厂的思考2023-07-31
- •突发!日本智能手机大厂破产倒闭2023-05-31
- •定了!日本限制尖端半导体制造设备出口2023-05-23
- •日本与韩国开始加强全球供应链合作2023-05-10